
For brand owners, retailers, and consumers, the shelf life of a packaged product is a critical metric that directly impacts quality, safety, and economic value. When Biaxially Oriented Polyamide (BOPA) film is selected as a core component, it is specifically chosen for its ability to extend and guarantee that shelf life. However, stating a single, universal shelf life for "BOPA-packaged" products is impractical. The achievable shelf life is a function of the complete laminate structure and the specific storage conditions, with BOPA serving as the essential enabling high barrier film. Products utilizing barrier films for food packaging based on BOPA technology can see shelf lives ranging from as little as 6 months for some snacks to well over 24 months for sterilized products.
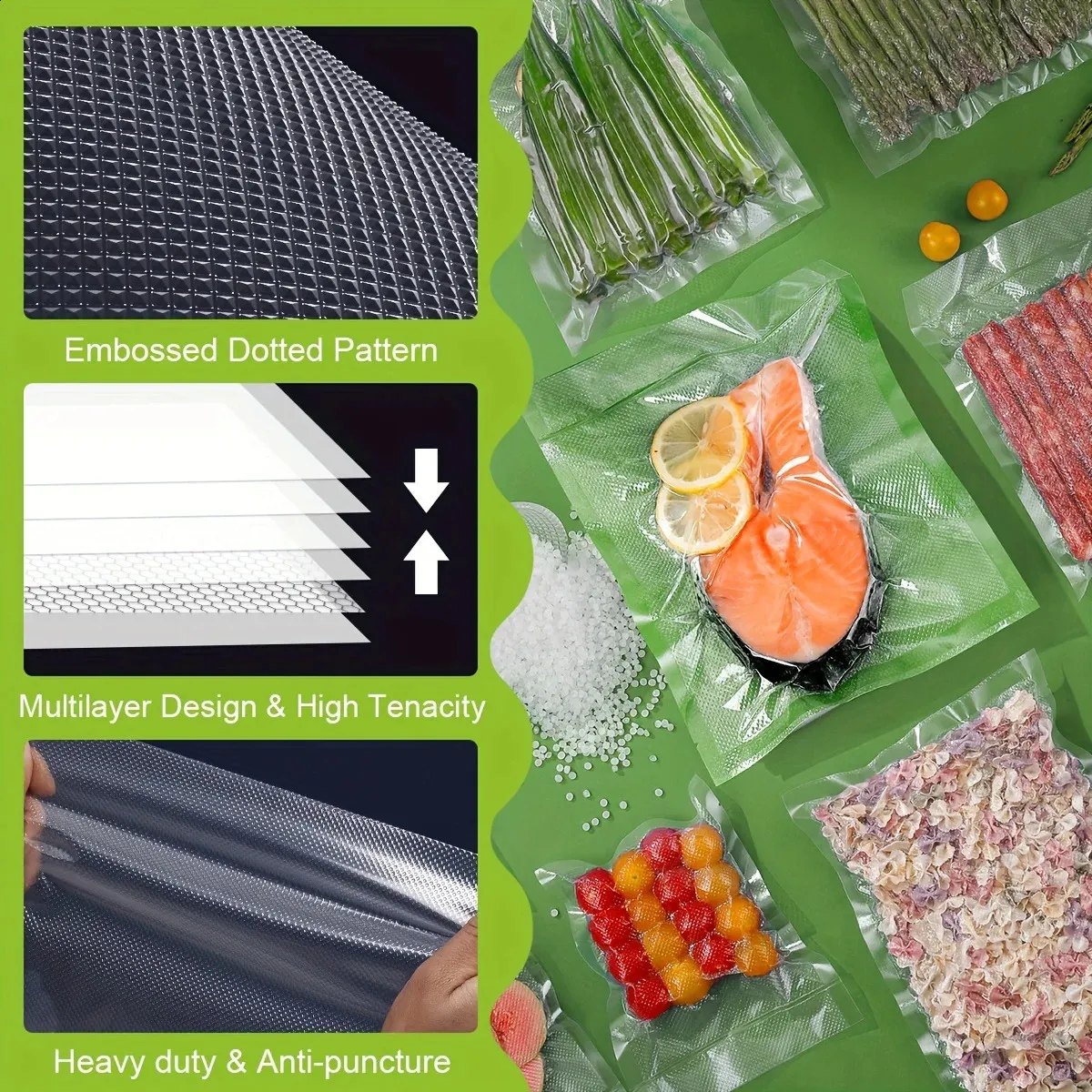
BOPA’s primary contribution to shelf life is its excellent oxygen and aroma barrier. By drastically slowing the rate of oxygen ingress, it decelerates the primary causes of spoilage: oxidative rancidity of fats, degradation of colors and vitamins, and the growth of aerobic microorganisms. However, BOPA is rarely used as a monolayer. It is the performance cornerstone within a multi-layered barrier packaging film laminate. The final shelf life is determined by the synergy of all layers:
The Outer Layer (e.g., BOPET or printed BOPP): Provides mechanical protection, printability, and often an additional moisture barrier.
The Core BOPA Layer: Serves as the primary high barrier packaging film component against oxygen and aromas.
The Sealant Layer (e.g., LLDPE, CPP): Provides a hermetic seal and crucial moisture barrier, while also protecting the BOPA from direct contact with moist or acidic food contents.
A weak link in any of these layers—such as poor seal integrity or an inadequate moisture barrier—will compromise the entire structure's performance, regardless of the BOPA's superior oxygen barrier. Therefore, the design of the complete high barrier packaging system is what dictates the final product stability.
Shelf Life Ranges by Application Category
Dry Snacks and Bakery Goods (6-12 Months): For products like chips, crackers, and cookies, the main threats are oxidation and loss of crispness (moisture ingress). A laminate structure might be PET//BOPA//PE. The shelf life in this category often hinges more on the moisture barrier (provided by the PET and PE) and the product's inherent low water activity. BOPA prevents staleness caused by fat oxidation and protects flavors.
Processed Meats, Cheese, and Vacuum-Packed Foods (3-12 Months): These oxygen-sensitive products require excellent barriers and are often packed under vacuum or modified atmospheres. A typical structure could be NY(BOPA)/EVOH/PE. Here, BOPA provides puncture resistance and a primary oxygen barrier, while EVOH offers an ultra-high oxygen barrier, and PE seals and provides moisture protection. Refrigerated storage further extends the life within this range.
High-Acid Liquid Foods & Sauces (12-18 Months): Products like tomato-based sauces or fruit purees in stand-up pouches often use a structure like PET//BOPA//PP. The BOPA layer provides an essential oxygen barrier to prevent flavor degradation and color changes, while the polyolefin layers protect against moisture exchange and provide chemical resistance. Pasteurization, not full retort, is typically used.
Retort Sterilized Products (18-36+ Months): This is where barrier films for food packaging showcase maximum performance. For ready-to-eat meals, pet food, or soups in retort pouches, a robust structure like PET//BOPA//AL//CPP or PET//BOPA//Specialty CPP is used. The BOPA layer must be a special retort-grade film that maintains its barrier and integrity after exposure to high-temperature steam (121-135°C). In these laminates, BOPA's role is irreplaceable—it provides the critical post-retort oxygen barrier that prevents spoilage during years of ambient storage. Shelf life can reliably exceed 24 months.

high barrier film
barrier packaging film

high barrier packaging film

high barrier film
Critical External Factors Influencing Shelf Life
Even the most perfectly designed high barrier packaging film structure has a stated shelf life that depends on defined storage conditions.
Temperature: The golden rule—every 10°C increase in storage temperature can approximately double the rate of chemical reactions leading to spoilage. A product rated for 12 months at 23°C may only last 6 months at 33°C.
Humidity: For dry products, high ambient humidity can challenge the packaging's moisture vapor barrier over time, leading to softening or clumping.
Light Exposure: UV light can accelerate oxidation. Opaque or metallized outer layers are often used in conjunction with BOPA for light-sensitive products.
A Collaborative Achievement in Preservation
In summary, while BOPA film is the critical high barrier film engine that enables extended shelf life, the final duration is a collaborative achievement. It results from the meticulous engineering of a full laminate barrier packaging film structure, the selection of a BOPA grade matched to the processing and storage demands, and adherence to specified storage conditions. From providing a 6-month freshness guarantee for a bag of nuts to ensuring the safety and quality of a military ration after 3 years on a shelf, BOPA-based high barrier packaging delivers a versatile and scientifically-grounded solution for long-term product protection. The key for manufacturers is to conduct real-time and accelerated shelf-life testing on the final packaged product to validate the performance of the entire system.