
In the evolving landscape of advanced materials, high-barrier Biaxially Oriented Polyamide (BOPA) films have emerged as a critical component across multiple industries. Their unique combination of exceptional oxygen barrier, aroma retention, mechanical strength, and chemical resistance makes them indispensable for protecting sensitive products. As a premier high barrier film, BOPA’s versatility addresses complex packaging challenges from food preservation to medical device safety. This article explores the primary application sectors where BOPA films deliver unparalleled performance as a barrier packaging film.
1. Flexible Food Packaging: Ensuring Freshness and Safety
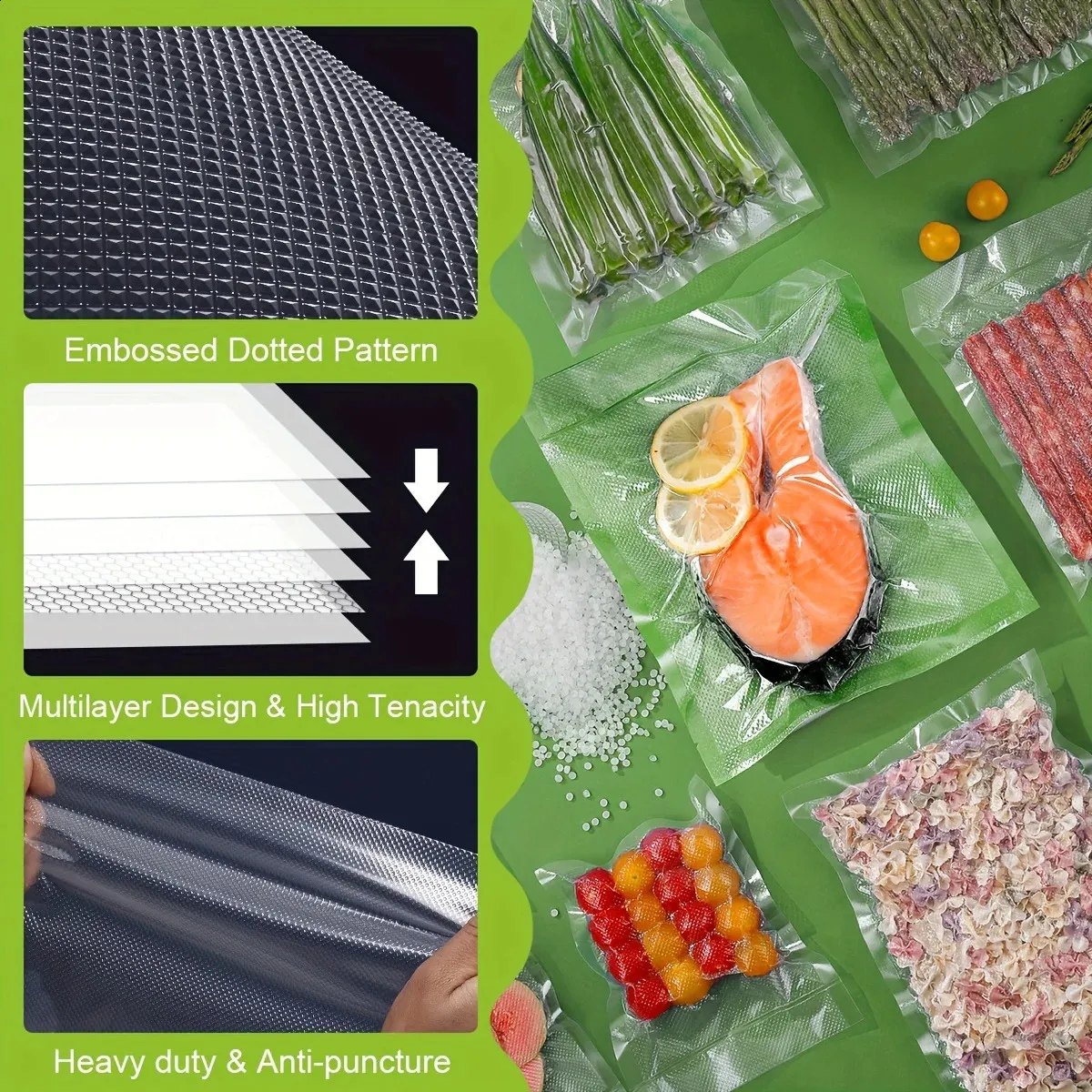
The most significant application for BOPA films is in barrier films for food packaging, where extended shelf life and product integrity are paramount. Within this broad category, several specialized uses stand out:
Retort Pouches and Stand-Up Bags: BOPA is the core barrier layer in pouches designed for retort sterilization (processing at 121-135°C). Its ability to maintain excellent oxygen barrier and withstand high temperatures without delamination prevents spoilage in ready-to-eat meals, pet food, sauces, and soups. This application is a cornerstone of high barrier packaging for ambient-stable products, replacing traditional cans and glass jars with lighter, more convenient packaging.
Vacuum and Modified Atmosphere Packaging (MAP): For fresh and processed meats, cheeses, and smoked fish, BOPA’s ultra-low oxygen transmission rate is critical. It prevents oxidation, maintains color, and inhibits microbial growth. Its superior puncture resistance is especially valuable for packaging products with bones or hard edges.
Liquid Pouches: The film’s excellent resistance to oils, greases, and aggressive ingredients makes it ideal for packaging liquid foods, dairy products, condiments, and nutritional supplements. It provides the necessary barrier to prevent flavor scalping (loss) and aroma ingress.
Dry and Moisture-Sensitive Foods: For coffee, nuts, snacks, and powdered products, laminates containing BOPA protect against oxygen and moisture, preserving freshness, crispness, and flavor. In these structures, BOPA acts as the oxygen barrier, while other layers like polyethylene provide the moisture barrier.
2. Pharmaceutical and Medical Packaging: Protecting Health
In the healthcare sector, reliability is non-negotiable. BOPA films meet stringent requirements for purity, barrier performance, and sterilization compatibility.
Pharmaceutical Blister Packaging: BOPA is increasingly used in cold-form blister foils, often in combination with aluminum. It provides an exceptional moisture and oxygen barrier to protect sensitive solid-dose medications (tablets, capsules) from degradation, ensuring potency and safety throughout the drug’s shelf life. This is a key use of high barrier packaging film in a regulated environment.
Medical Device Packaging: Sterility must be maintained from manufacture to point-of-use. BOPA’s strength and puncture resistance make it an excellent choice for sterile barrier systems (SBS) protecting surgical instruments, implants, and catheters. It is compatible with standard sterilization methods like Ethylene Oxide (EtO) and gamma radiation.
Diagnostic Kit Packaging: Many diagnostic reagents and test strips are highly sensitive to moisture and oxygen. BOPA-based pouches provide the necessary protective environment to ensure diagnostic accuracy.
3. Industrial Packaging: Durability Under Demand
Beyond consumables, BOPA films provide robust solutions for industrial products.
Chemical and Agri-chemical Packaging: The film’s excellent resistance to a wide range of chemicals, solvents, and oils makes it suitable for packaging lubricants, adhesives, pesticides, and fertilizers. It prevents leakage, maintains product integrity, and provides a strong, tear-resistant package.
Heavy-Duty Bags and Sacks: For products like seeds, animal feed, or granular minerals, BOPA’s exceptional tensile and impact strength ensures bags can withstand rough handling, stacking, and transportation without failure.

high barrier film

high barrier film
high barrier packaging film

barrier films for food packaging
Electronics and Specialized Component Protection
In high-tech industries, even minute levels of corrosion or moisture can lead to catastrophic failure.
Moisture-Sensitive Device (MSD) Packaging: Electronic components like integrated circuits, sensors, and circuit boards are often shipped and stored in high barrier packaging containing BOPA. The film creates a dry, inert environment, protecting components from oxidation and corrosion induced by atmospheric humidity. It is commonly used in humidity indicator cards (HIC) and desiccant pouches.
Barrier Films for Technical Laminates: BOPA is incorporated into composite materials used in specialty applications, such as certain types of insulation or protective layers, where its barrier properties add functional performance.
5. Emerging and Niche Applications
The functionality of BOPA continues to inspire innovation in new areas:
Sterilizable Packaging for Humanitarian/Disaster Relief: The durability and retort capability of BOPA-based pouches are ideal for creating long-shelf-life, ready-to-eat meals and sterile medical supplies for storage and deployment in challenging conditions.
Premium and Sustainable Packaging Formats: As brand owners seek to reduce plastic usage, BOPA’s strength allows for downgauging (using thinner layers) without sacrificing protection. Its role in developing mono-material, recyclable polyamide-based structures is an active area of R&D for more sustainable high barrier flexible packaging.
A Material Defined by Performance and Versatility
The primary applications of high-barrier BOPA films are united by a common need: reliable, long-term protection of valuable or sensitive contents against environmental threats. From preserving the flavor and safety of our food to ensuring the sterility of medical tools and the functionality of electronics, BOPA proves itself as a multifaceted high barrier packaging film. Its ability to serve as the critical barrier core in diverse laminate structures—combined with its mechanical toughness and chemical resistance—solidifies its status as an enabling material across global industries. As performance demands increase and sustainability goals evolve, the role of BOPA as a foundational component in advanced barrier packaging film solutions is set to expand further, continuing to address the complex protective challenges of the modern world.